
токарный центр с ЧПУ


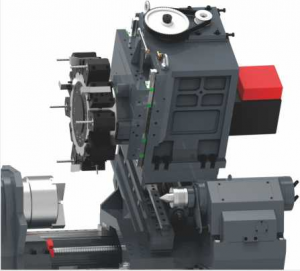
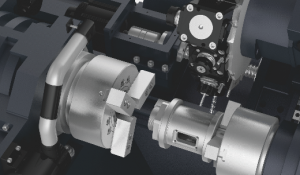
ВСТРОЕННАЯ ПОЛОЖИТЕЛЬНАЯ Ось
Структура Longmen, сверхжесткая
Интегрированная структура с положительной осью Y относится к тяжелой обработке с высокой жесткостью, и ее производительность лучше, чем у оси Y с интерполяцией.
а.Тяжелая резка с движением по одной оси Y лучше, чем интерполяция по оси Y, а ось Y перпендикулярна оси X.
б.Обработка плоского контура более плавная и плоская.
в.Более удобен для обработки сложных поверхностей и контуров.
Токарно-фрезерное комбинированное оборудование с «положительным Y» имеет очевидные преимущества при плоско-фрезерной обработке по сравнению с комбинированным токарно-фрезерным оборудованием с «интерполяцией Y». -движение по оси и «интерполяция Y». Движение по оси Y заключается в интерполяции прямой через одновременное движение по оси X и по оси Y, плоскостность плоскости фрезерования и сравнение «положительной оси Y» при повороте. комбинированное фрезерование, комбинированная токарно-фрезерная обработка по оси Y с положительной осью, очевидно, яркая и плоская.
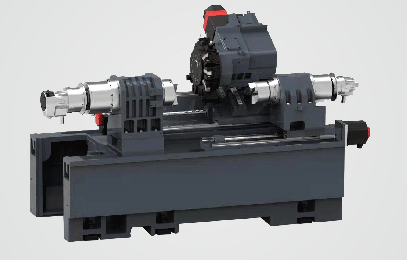
Двойной фиксированный шариковый винт
Используются высококачественные ШВП и роликовые направляющие ведущих мировых производителей.
Несмотря на высокую стоимость, только высококачественные продукты могут соответствовать высокой точности и длительному сроку службы.
требуемый заказчиком срок службы.
Серводвигатели прямого действия
Серводвигатель напрямую соединен с шарико-винтовой передачей через стальную муфту, которая
гарантирует отсутствие дегенерации и перекоса даже при больших нагрузках.
Это значительно повысит точность позиционирования и обработки резьбы и контура.
будет точнее.
106М 108М 208М
| Модель элемента | Имя | Ед. изм | 106М | 108М | 208М |
| Путешествовать | Максимум.Диаметр поворота на станине | mm | φ600 | φ600 | φ600 |
| Максимум.Диаметр обработки | mm | φ300 | φ300 | φ400 | |
| Максимум .Диаметр обработки на держателе инструмента | mm | φ220 | φ200 | φ300 | |
| Максимум.Длина обработки | mm | 230 | 220 | 400 | |
| Расстояние между центрами | mm | 300 | 300 | 600 | |
| Мотор шпинделя Гидроцилиндр Церковь Параметр | Нос шпинделя | тип | А2-5 | А2-6 | А2-6 |
| Максимум .Скорость шпинделя | об/мин | 5500 | 4300 | 4200 | |
| Масляный цилиндр/ патрон | ланч | 6” | 8” | 8” | |
| Отверстие шпинделя | mm | φ56 | φ65 | φ65 | |
| Диаметр стержня | mm | φ45 | φ52 | φ52 | |
| Мощность двигателя шпинделя с прямым приводом | kw | 17,5 | 22 | 22 | |
| Подача по оси X/Z Параметр | Х Путешествие | mm | 180 | 180 | 280 |
| Спецификация линейной направляющей X/Z | вид | 35/35Ролик | 35/35Ролик | 35/35Ролик | |
| Z путешествия | mm | 300 | 300 | 600 | |
| X/Z/(Y) Мощность двигателя | kw | 1,8/1,8 | 1,8/1,8 | 1,8/1,8 | |
| X/Z/(Y) ускоренный ход | м/мин | 30/30 | 30/30 | 20/20 | |
| Точность позиционирования | mm | ±0,005 | ±0,005 | ±0,005 | |
| Повторите точность позиционирования | mm | ±0,003 | ±0,003 | ±0,003 | |
| Параметр башни | Положение инструмента | шт | БМТ45-12Т | БМТ45-12Т | БМТ55-12Т |
| Мощный турельный двигатель | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Квадратный держатель инструмента | mm | 20×20 | 20×20 | 20×20 | |
| Держатель круглого расточной инструмента | mm | φ32 | φ32 | φ40 | |
| Время смены соседнего инструмента | сек | 0,15 | 0,15 | 0,15 | |
| Точность позиционирования | / | ±2” | ±2” | ±2” | |
| Повторите точность позиционирования | / | ±1” | ±1” | ±1” | |
| Задняя бабка Параметры | Программируемая гидравлическая задняя бабка | / | √ | √ | √ |
| Максимум .Путешествие задней бабки | mm | 360 | 360 | 440 | |
| Коническое отверстие втулки задней бабки | тип | МТ 5# | МТ 5# | МТ 5# | |
| Диаметр втулки | mm | / | / | / | |
| Рукав Путешествия | mm | / | / | / | |
| Механический размер | Размер машины | mm | 2300×1800×1700 | 2300×1800×1700 | 2300×1800×1700 |
| Вес машины | kg | 3700 кг | 3800 кг | 5200 кг |

Сервоавтомат для подачи прутка
Питатели TENOLY имеют прочную и автоматизированную конструкцию,
Это значительно повышает производительность и упрощает токарные операции.
Улавливатель деталей
Улавливатель заготовок разработан по принципу механического соединения, которое можно быстро
связаны с готовым продуктом после обработки.


Роликовая линейная направляющая THK
Линейная направляющая имеет нулевой зазор, резку по дуге, резку под углом, а текстура поверхности относительно однородна.Он подходит для высокоскоростной работы и значительно снижает мощность привода, необходимую для машины. В линейных направляющих используется качение вместо скольжения, с малыми потерями на трение, чувствительным откликом и высокой точностью позиционирования.Он может нести нагрузку в направлениях вверх, вниз, влево и вправо одновременно.Под нагрузкой контактная поверхность гусеницы все еще находится в многоточечном контакте, и жесткость резания не снижается;Легкая и взаимозаменяемая сборка и простая структура смазки;линейные направляющие очень мало изнашиваются и долговечны.
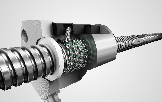
Шарико-винтовая передача ТНК
Использование высокоточного шарикового винта с предварительной затяжкой гайки и винта
предварительное натяжение, люфт и повышение температуры и
удлинение устраняется заранее, демонстрируя отличное позиционирование
и повторяемость.
Прямой привод с серводвигателем для уменьшения ошибки люфта.

Высокоточная моторизованная рука для токарного станка
Устройство для наладки инструмента с вытягиванием вниз с высокой точностью воспроизводимости. Доступны различные размеры для удовлетворения различных промышленных потребностей. Доступны различные стандартные размеры, а также изготовленные на заказ стальные измерительные рычаги с низким коэффициентом расширения.
Используйте прочный циркониевый зонд.
Занимает мало места в машине, когда не используется
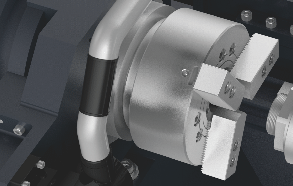
Гидравлический патрон
Токарный станок стандартно оснащен гидравлическим сквозным патроном.Патрон можно настроить в соответствии с потребностями заказчика, а различные варианты позволят выбрать наиболее подходящий зажимной патрон.
Вторичный шпиндель
Оба конца заготовки могут обрабатываться одновременно за один зажим, что значительно упрощает ручную работу.




