






Круглошлифовальный станок с ЧПУ E30 для режущих инструментов

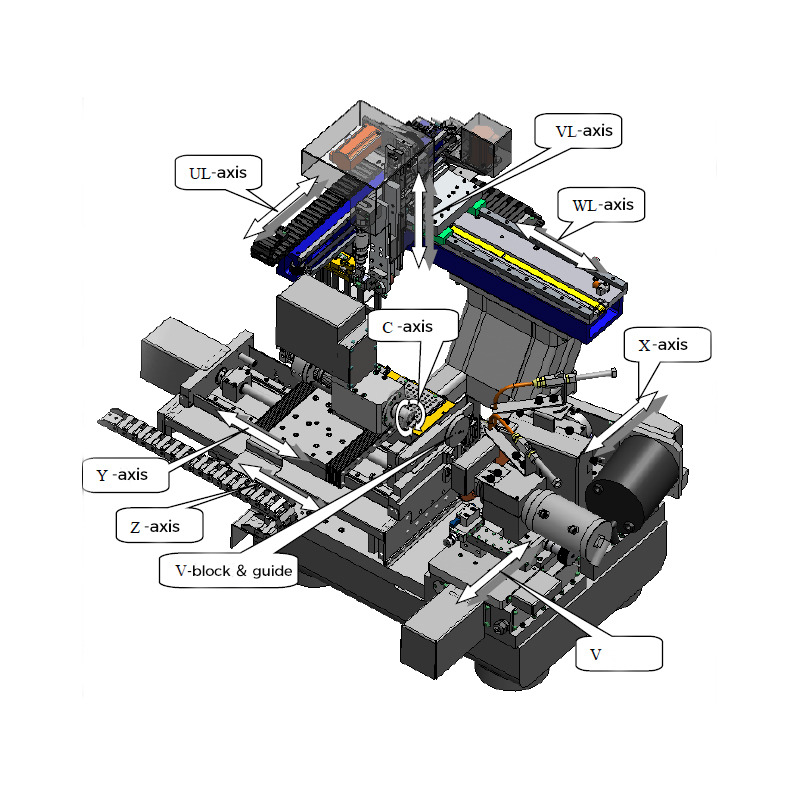
Основная структурная схема машины
Область применения
Область применения: фреза, сверло, развертка и обработка различных высокоточных деталей.
Диапазон обработки: диапазон диаметров обрабатываемых изделий: Φ3~Φ20 мм, диапазон длины обрабатываемых изделий: 120 мм (автоматический), 330 мм (ручной).
Особенности обработки: одновременное шлифование тонким и грубым двойным шлифовальным кругом, однократная обработка и формовка.
Введение машины
1. Структура кровати:
2. Листовой металл всей машины: вся машина имеет полностью закрытую конструкцию, а основная рама отделена от внешней крышки, чтобы избежать вибрации.
3. Система управления: НЬЮКОН
4. Принцип обрезки:
• Ось X (механизм грубого шлифовального круга): реализует возвратно-поступательное движение грубого шлифовального круга в направлении оси X;
• Ось V (механизм тонкого шлифовального круга): реализует возвратно-поступательное движение тонкого шлифовального круга в направлении оси V;
• Ось Y (механизм подачи по оси Y): реализует возвратно-поступательное движение рабочего стола в направлении оси Y;
• Ось C (механизм вращения рабочей головки): реализует вращательное движение рабочей головки в направлении оси C:;
• Ось UL, ось VL и ось WL (механизм подъема и перемещения манипулятора): реализуют возвратно-поступательное движение манипулятора в горизонтальном и вертикальном направлениях;
• Направляющее колесо и опора V-образного блока: вспомогательные средства при завершении обработки.
1. Подвижные части: ось X, ось V, ось Y, ось WL, ось UL, ось VL, механизм направляющего колеса, механизм рычага, механизм регулировки гистерезиса.
2. Шпиндель заготовки: самодельный шпиндель Chuangyun.
3. Шлифовальный шпиндель: вольфрамовый двигатель Сямэнь
4. Смазка всей машины: масляные ниппели зарезервированы для каждой оси и регулярно смазываются.
5. Метод подачи: подача трехосным манипулятором.
Технические характеристики
| метод управления | Внешние кнопки, сенсорный экран | |
| Метод отображения | Сенсорный экран, сигнальная лампа | |
| метод охлаждения | Маслоохладитель | |
| метод передачи | Гидравлический, пневматический, серводвигатель | |
| источник питания | Переменный ток 3×380 В, 50 Гц | |
| Максимальная общая мощность | 25КВт | |
| Размеры | 2152×1838×2614 мм | |
| вес брутто | 3050 кг | |
| Давление охлаждающего масла | 0,6~0,8МПа | |
| барометрическое давление | Общее дорожное давление: 5 ~ 6 бар. | |
| Давление воздуха патрона: 2~3бар | ||
| Давление воздуха в направляющем колесе: 2 ~ 2,5 бар. | ||
| Давление воздушного канала захвата: 1,5 ~ 4 бар. | ||
| Давление воздуха в руке: 5 ~ 6 бар | ||
| Давление воздуха для очистки оптических весов: 0,6 ~ 0,7 бар. | ||
| Параметры манипулятора | ||
| ось ВЛ | Путешествовать | 450 мм |
| Повторяемость | 0,02 мм | |
| Максимальная рабочая скорость | 15000 мм/мин | |
| ось ВЛ | Путешествовать | 100 мм |
| Повторяемость | 0,02 мм | |
| Максимальная рабочая скорость | 15000 мм/мин | |
| ось WL | Путешествовать | 540 мм |
| Повторяемость | 0,02 мм | |
| Максимальная рабочая скорость | 15000 мм/мин | |
| Параметр оси обработки | ||
| ось Y | Путешествовать | 350 мм |
| Минимальная точность разрешения | 0,0001 мм | |
| ось X | Путешествовать | 35 мм |
| Минимальная точность разрешения | 0,0001 мм | |
| ось V | Путешествовать | 35 мм |
| Минимальная точность разрешения | 0,0001 мм | |
| Направляющее колесо | Точность вращения: | ≤0,010 мм |
| Рабочая головка (ось C) | Мощность двигателя | 1,57 кВт |
| Скорость вращения | ≤2000 об/мин | |
| Точность биения | ≤0,002 мм | |
| минимальное разрешение | 0,0001° | |
| Шпиндель чернового шлифовального круга | Мощность двигателя | 8,5 кВт |
| Скорость вращения | ≤5000 об/мин | |
| Точность биения | ≤0,002 мм | |
| динамический баланс | ≤G0,4 | |
| Шпиндель тонкого шлифовального круга | Мощность двигателя | 1,4 кВт |
| Скорость вращения | ≤7950 об/мин | |
| Точность биения | ≤0,002 мм | |
| динамический баланс | ≤G0,4 | |
| Параметры шлифования |
|
|
| Модель патрона | W20 | |
| Диаметр грубого шлифовального круга | Ø250мм | |
| Диаметр тонкого шлифовального круга | Ø150мм | |
| Диаметр хвостовика заготовки | Ø3-Ø12 мм (автоматический) / Ø3-Ø20 мм (ручной) | |
| Диапазон шлифования заготовки | 0,08 - 20 мм. | |
| длина заготовки | 120 мм (автоматический) / 350 мм (ручной) | |
| Максимальная длина обработки заготовки | 330 мм | |
| Обработка биения наружного диаметра | ≤0,003 мм | |
| Точность обработки длины | ±0,1 мм | |
| Точность угловой обработки | ≤0,3° | |
| Точность внешнего вида | ≤Ra0,4 (чистовое шлифование) | |
Список стандартной конфигурации
| 10 | система ЧПУ | NEWC0N | 1 |
| 20 | серводвигатель | NEWC0N | 8 |
| 30 | Драйвер сервера | NEWC0N | 4 |
| 40 | Панель управления/маховик | NEWC0N | 1 |
| 50 | Высокоточный модуль рабочей головки | ГЕСАК | 1 |
| 60 | Высокоточный электрический шпиндель (1,4 кВт) | ГЕСАК | 1 |
| 70 | Высокоточный двигатель (7,1 кВт) | ГЕСАК | 1 |
| 80 | Высокоточный механический шпиндель | ГЕСАК | 1 |
| 90 | Прецизионный рельс | Шнебергер | 10 |
| 100 | Прецизионный линейный путь с перекрестными роликами | Шнебергер | 4 |
| 110 | Прецизионный шариковый винт | НСК | 4 |
| 120 | Программное обеспечение для моделирования операций и обработки (стандартная разность шагов, сферическая и т. д.) | ГЕСАК | 1 |
| 130 | Инвертор | ГЕСАК | 1 |
| 140 | Инвертор | ГЕСАК | 1 |
| 150 | сенсорный экран | 19°ЭЛО | 1 |
| 160 | Устройство блокировки дверцы станка | Цзиньчжун | 1 |
| 170 | датчик | Баумер | 3 |
| 180 | датчик потока | Ифумэнь | 1 |
| 190 | Электрические компоненты | Шнайдер | 1 |
| 200 | Пневматические компоненты | ХБП | 1 |
| 210 | Провод и кабель | ComCab | 1 |
| 220 | Реечный кондиционер | ГЕСАК | 1 |
| 230 | Прецизионное прижимное колесо Ø92x8 | ГЕСАК | 1 |
| 240 | Прецизионное прижимное колесо Ø92x15 | ГЕСАК | 1 |
| 250 | Патрон W20 D4 | ГЕСАК | 1 |
| 260 | Стандартный лоток D4 | ГЕСАК | 3 |
| 260 | Высокоточный согласующий V-образный блок (3-6)*10 | ГЕСАК | 1 |
| 280 | Высокоточный фланец шлифовального круга (быстросменный тип) | ГЕСАК | 2 |
| 290 | Полный набор пальцев манипулятора. | ГЕСАК | 1 |
Характеристики машины
В зоне обработки используются 7 осей с ЧПУ, 4 оси с ЧПУ, которые могут осуществлять автоматическую загрузку и разгрузку, серийное производство без участия человека.
Точность обработки и эффективность станков
1. Радиальное биение заготовки находится в пределах 0,003 мм;
2. Точность размера 2,0 контролируется в пределах ±0,005 мм;
3. Округлость заготовки не превышает 0,003 мм;
4. Шероховатость поверхности < Ra0,4;
Отправьте нам сообщение:
Категории товаров
-

Высокоскоростной вертикальный обрабатывающий центр с ЧПУ серии CL
-

Задняя бабка с сервоприводом и жесткой направляющей, серия T
-

Ручной двухстоечный вертикальный револьверный токарный станок
-

Портальный фрезерный станок для тяжелых условий эксплуатации
-

5-осевое одновременное фрезерование токарная обработка 135P-C
-

Двухколонный вертикальный револьверный станок с ЧПУ