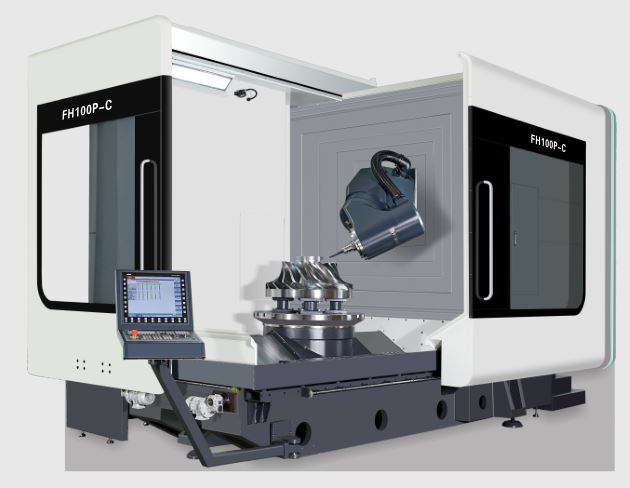
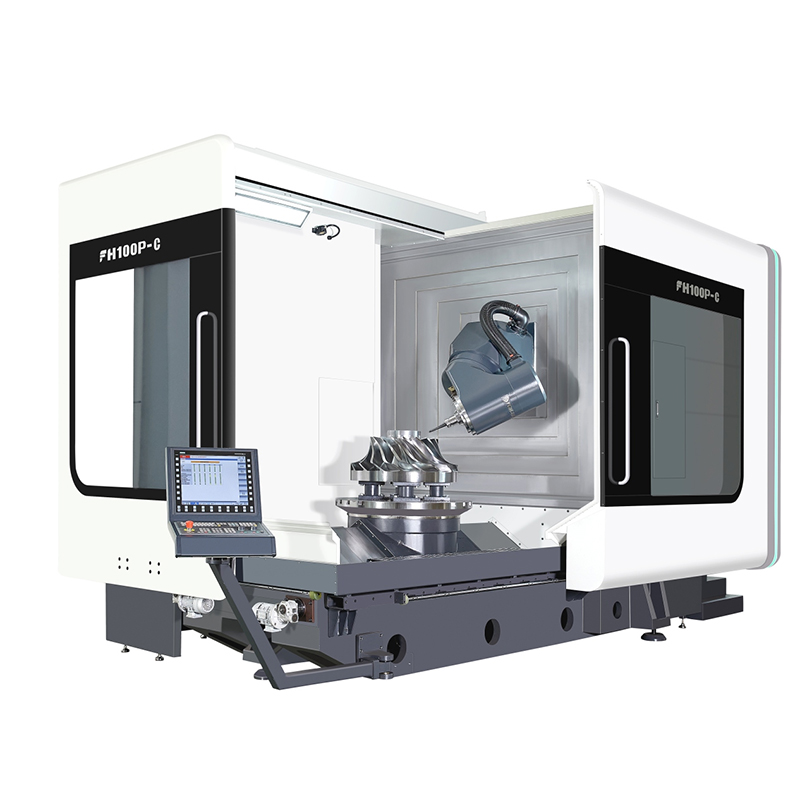
5 осей одновременного фрезерования токарной обработки 100P-C
Объем поставки
Таблица функций стандартных аксессуаров (пожалуйста, обратитесь к функции контроллера для электрической части управления)
1. Контроллер Siemens 840DSL
2. Собственная пятиосевая многофункциональная поворотная головка
3. Электрический шпиндель DGZX-24012/34B2-KFHWVJS
4. Система автоматической смены инструмента HSK-A100 с магазином на 40 инструментов.
5.X/Y/Z полый охлаждающий шарико-винтовой привод
6. 7 роликовых линейных направляющих (3 по оси X, 2 по оси Y/Z) — BOSCH REXROTH
7. X/Y/Z трехосная оптическая линейка с полностью замкнутым контуром
8. Устройство контроля температуры электрической коробки.
9. Охладитель шпинделя
10. Спиральное устройство прокатки стружки и задний транспортер железной стружки.
11. Вода из центра шпинделя, кольцевая струя воды
12. Подайте воздух в центр шпинделя и подайте воздух на кольцо.
13. Пятиосный головной серп дует водой, а полумесяц дует воздухом.
14. 1 тип защитной блокировки для передних и боковых рабочих дверей
15. Устройство циркуляционного охлаждения шпинделя.
16. Водонепроницаемая рабочая люминесцентная лампа.
17. Устройство гидростанции
18. Инфракрасный датчик Renishaw OMP60
19. Наладчик лазерного инструмента Renishaw
20. Центральное централизованное устройство автоматической подачи смазки.
21. Водяной пистолет для очистки рабочей стороны и воздушный интерфейс
22. Система охлаждения смазочно-охлаждающей жидкости
23. Полностью закрытый защитный лист металла
24. Блок управления
25. Электрошкаф оборудован кондиционером
26. Электронный маховик Siemens
27. Ножной переключатель разблокировки шпиндельного инструмента
28. Подушки уровня фундамента и фундаментные болты
29. Инструменты настройки и наборы инструментов
30. Техническое руководство
Параметр
| Элемент | универ | FH100P-C |
| Перемещение по оси X | mm | 1000 |
| Перемещение по оси Y | mm | 1150 |
| Перемещение по оси Z | mm | 1000 |
| Расстояние от носика шпинделя до поверхности рабочего стола | mm | 160-1160 |
| Горизонтальная фрезерная головка | mm | 30-1030 |
| Подача/быстрая скорость перемещения | м/мин | 40 |
| Сила подачи | KN | 10 |
| Поворотный стол (ось C) | ||
| Размер рабочего стола | mm | Ø1050 |
| Максимальная нагрузка на стол (мельница) | kg | 4000 |
| Макс. нагрузка на стол (поворот) | kg | 3000 |
| Поворотный стол | об/мин | 45 |
| Токарно-фрезерный рабочий стол (составное фрезерование и токарная обработка) | об/мин | 500 |
| Минимальный угол разделения | ° | 0,001 |
| Номинальный крутящий момент | Nm | 1330 |
| Максимальный крутящий момент | Nm | 2630 |
| Поворотная фрезерная головка с ЧПУ (ось B) | ||
| Диапазон поворота (0=Вертикальный/180=Уровень) | ° | -15~180 |
| Высокая скорость перемещения и подачи | об/мин | 103 |
| Минимальный угол разделения | ° | 0,001 |
| Номинальный крутящий момент | Nm | 1050 |
| Максимальный крутящий момент | Nm | 2130 |
| Шпиндель (токарно-фрезерный) | ||
| Скорость вращения шпинделя | об/мин | 10000 |
| Мощность шпинделя | Kw | 42/58 |
| Крутящий момент шпинделя | Nm | 215/350 |
| конус шпинделя |
| ХСКА100 |
| Расстояние от центра шпинделя до поверхность направляющей балки | mm | 1091,5 |
| Модель | Единица | FH100P-C |
| Магазин инструментов | ||
| Интерфейс инструмента |
| ХСКА100 |
| Емкость магазина инструментов | ПКС | 40 |
| Макс. диаметр/длина/вес инструмента |
| Ø135/300/12 |
| Переключатель инструмента (инструмент для) | S | 2 |
| Измерительное устройство | ||
| Инфракрасный зонд | Ренсишоу OMP60 | |
| Инструмент обнаружения инструмента в рабочей зоне обработки | Ренсишоу NC4F230 | |
| Мощность обработки | ||
| Максимальный диаметр сверления (средняя сталь) |
| Ø50 |
| Макс. диаметр резьбы (средняя сталь) |
| М40 |
| Макс. диаметр фрезерования (средняя сталь) |
| 250 |
| Точность (ISO230-2 и VDI3441) | ||
| X/Y/Z точность позиционирования | mm | 0,006 |
| X/Y/Z Точность повторного позиционирования | mm | 0,004 |
| Точность позиционирования B/C |
| 8" |
| B/C повторите точность позиционирования | 4" | |
| Система контроля |
| Сименс840D |
| Высота машины (общая машина) | mm | 3650 |
| Занимаемая площадь для основной машины (Д * Ш) | mm | 5170x3340 |
| Занимаемая площадь для магазина инструментов (Д * Ш) | mm | 1915x1400 |
| Занимаемая площадь для конвейера стружки (Д * Ш) | mm | 3120x1065 |
| Занимаемая площадь для резервуара для воды (Д * Ш) | mm | 1785x1355 |
| Общая занимаемая площадь для полной машины (Д * Ш) | mm | 6000x3750 |
| Вес машины | Kg | 21000 |
Станок с ЧПУконтроллер
| Система контроля | Siemens 840DSL (двигатель и привод) | ||
| Количество осей управления | 5-осевое синхронное фрезерование с одновременным точением (ось ЧПУ + шпиндель, ось ВС) | ||
| Одновременное управление 5 осями Одновременное фрезерование с точением | ось позиционирования | Стандарт X, Y, Z, B, C | |
| интерполяция | прямая линия | Оси X, Y, Z, B, C (X, Y, Z, B, C могут быть скомпенсированы) | |
| дуга | Оси X, Y, Z, B, C (X, Y, Z, B, C могут быть скомпенсированы) | ||
| Минимальная единица обучения | 0,001 мкм | ||
| минимальный блок управления | 0,1 нм | ||
| Отображать | 19ЖК | ||
| Мотор | Возможность тройной перегрузки с абсолютным энкодером (положение энкодера никогда не теряется) | ||
| Функция внешней связи | Интерфейс Ethernet и RS232C | ||
| Режим работы | MDI, Авто, Ручной, Штурвал, Происхождение (абсолютное), REPOS | ||
| программно | Онлайн-редактор языка ISO | ||
| Максимальный объем памяти программ ПЛК | 2048 КБ | ||
| Функция интерполяции | Прямые линии, окружности через центральные точки и через них, спирали, тонкие поверхности, настройки высокой скорости и т. д. | ||
| Количество смещений инструмента | 512 групп | ||
| Увеличение маховика | 0,1/0,01/0,001 мм | ||
| Минимальные настройки и движущиеся единицы | 1 мкм/Х, Y, Z | ||
| сохранение данных | Данные памяти никогда не будут потеряны при отключении питания | ||
| скорость подачи | 0%-150% | ||
| Ускоренное увеличение вперед | 0%-100% | ||
| Входной и выходной интерфейс | Интерфейсы Ethernet и RS232C, CF-карта, резервное копирование на USB-накопитель | ||
| язык отображения | китайский и английский | ||
Количество стандартной конфигурации
| No | Название аксессуара | единица | Кол-во |
| 1 | ножной переключатель | набор | 1 |
| 2 | Гидравлический зажимной механизм | набор | 1 |
| 3 | Централизованное смазочное устройство | набор | 1 |
| 4 | система охлаждения | набор | 1 |
| 5 | рабочая лампа | набор | 1 |
| 6 | Трехцветный свет | набор | 1 |
| 7 | горизонтальный мост | шт | 1 |
| 8 | Крепления для станков | набор | 1 |
| 9 | Стандартный пакет инструментов | набор | 1 |
| 10 | защитный дверной замок | набор | 1 |
| 11 | фундаментный комплект | набор | 1 |
| 12 | Установите инструмент для регулировки | набор | 1 |
| 13 | Жесткое нарезание резьбы и многоточечное позиционирование шпинделя | набор | 1 |
| 14 | Винтовой конвейер и автомат для удаления стружки | набор | 1 |
| 15 | Стандартная гидравлическая система | набор | 1 |
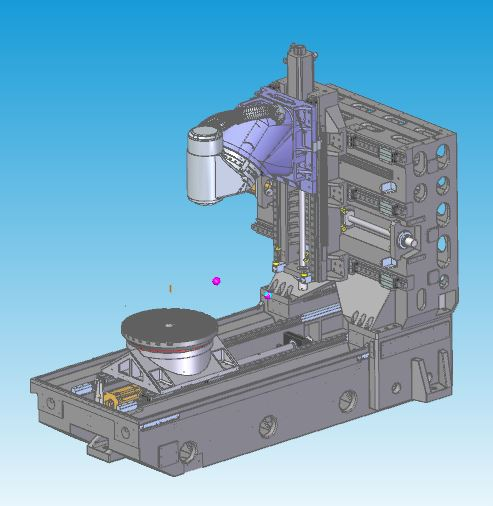
Особенности дизайна |Лучший проект анализа механического литья проволоки
Полностью термосимметричная литая конструкция коробчатого типа с использованием высококачественного чугуна марки Meehanna.
Закалка и обработка естественным старением для устранения внутренних напряжений
Структурная вибрация с собственной частотой устраняет нагрузку на материал при обработке
Конструкция колонны большой площади с высокой жесткостью и сплошной стенкой эффективно повышает жесткость, а также статическую и динамическую точность.
Трехосный полый охлаждающий винтовой привод
Поворотная фрезерная головка с ЧПУ (ось B)

Особенности дизайна
Встроенный двигатель DD с нулевой цепью передачи без люфта
Высокие характеристики ускорения
Кратчайший промежуток между вершиной инструмента шпинделя и опорной точкой конструкции обеспечивает максимальную жесткость резания.
Большие подшипники YRT повышают жесткость
Оснащен высокоточной системой измерения поворотного энкодера HEIDENHAIN, полностью замкнутым контуром управления для обеспечения наилучшей точности
Конструкция системы охлаждения шпинделя и оси B для снижения теплопередачи
Поворотный стол (ось C)

Особенности дизайна
Встроенный двигатель DD с нулевой цепью передачи без люфта
Высокие характеристики отклика на ускорение и замедление
Большие подшипники YRT повышают жесткость
Большой номинальный крутящий момент, позиционирование и обработка со столом для позиционирования и зажимным устройством
Удовлетворить две потребности обработки: фрезерование и токарно-фрезерную обработку, сократить количество операций с заготовками и повысить точность продукции.
Оснащен высокоточной системой измерения поворотного энкодера HEIDENHAIN, полностью замкнутым контуром управления для обеспечения наилучшей точности
Конструкция системы охлаждения для уменьшения теплопередачи
Подъемный наладчик инструментов

Особенности дизайна
Оснащен бесконтактным лазерным наладчиком Ransishaw NC4F230 для повышения точности
Автоматическая настройка инструмента на станке, автоматическое обновление компенсации инструмента
Устройство для установки инструмента можно поднимать и опускать для экономии места на обрабатываемой поверхности.
Полностью герметичная конструкция из листового металла защищает наладчик инструмента от воды и железных опилок во время обработки.
Инфракрасный зонд
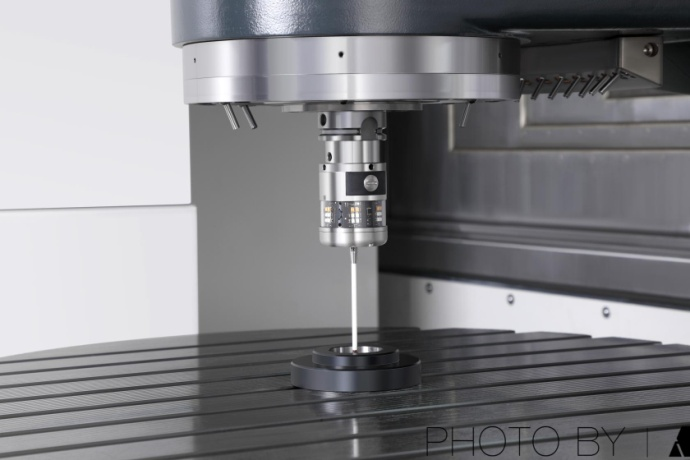
Особенности дизайна
Оснащен оптическим сенсорным датчиком Ransishaw OMP60.
Выравнивание заготовки и проверка размеров на станке, сокращение ошибок ручного контроля, повышение точности продукта и эффективности обработки.
90 % экономии времени на помощь на станке