
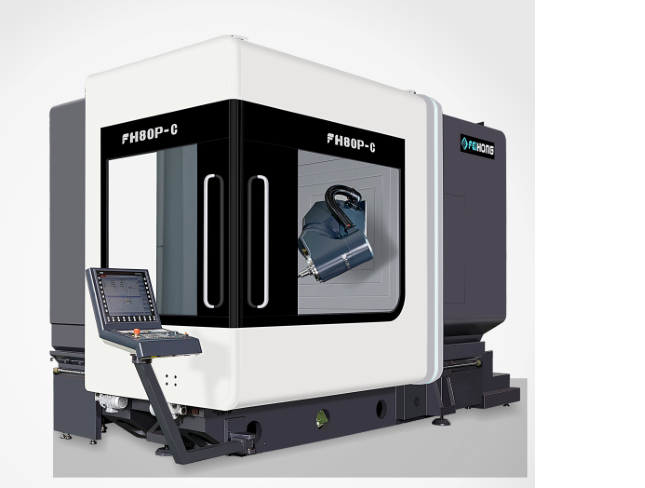
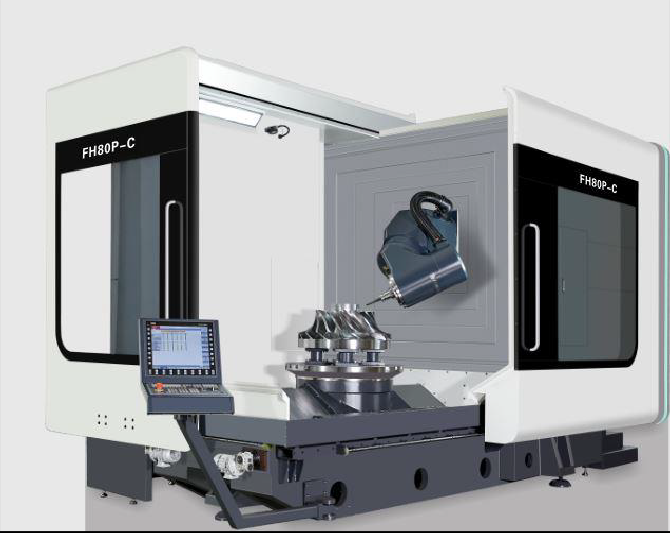
5-осевое одновременное фрезерование, токарная обработка 80P-C

Объем поставки
Таблица функций стандартных аксессуаров (пожалуйста, обратитесь к функции контроллера для электрической части управления)
| Нет | Элемент | Единица | Кол-во |
| 1. | Отливки основной рамы FH | башня | 1 |
| 2. | Система управления Siemens840DSL | набор | 1 |
| 3. | Дисплей: 19 ЖКД | набор | 1 |
| 4. | Пятиосевая многофункциональная поворотная головка FH (ось B) | набор | 1 |
| 5. | ДГЗС-24012/34Б2-КФХВВДЖС | Только | 1 |
| 6. | Полые охлаждаемые шарико-винтовые пары с осями X/Y/Z | кусок | 3 |
| 7. | Токарно-фрезерный поворотный стол с прямым приводом (ось C) | набор | 1 |
| 8. | Ось B RCN8380 29-битный абсолютный энкодер | Только | 1 |
| 9. | Ось C RCN2580 28-битный абсолютный энкодер | Только | 1 |
| 10. | Роликовые линейные направляющие BOSCH REXROTH | набор | 7 |
| 11. | Устройство контроля температуры электрощита | набор | 1 |
| 12. | Система водяного охлаждения шпинделя | набор | 1 |
| 13. | Распылитель воды для станков | набор | 1 |
| 14. | Пятиосевой распылитель воды в виде полумесяца, выдувание в виде полумесяца | набор | 1 |
| 15. | Система блокировки передних и боковых рабочих дверей | набор | 1 |
| 16. | Водонепроницаемое освещение рабочего места | Только | 2 |
| 17. | гидравлическая станция | набор | 1 |
| 18. | Центральное централизованное устройство смазки подачи | набор | 1 |
| 19. | Водяной пистолет для боковой очистки и воздушный пистолет | набор | 1 |
| 20. | Система смазочно-охлаждающей жидкости | набор | 1 |
| 21. | Полностью закрытый защитный лист металла | набор | 1 |
| 22. | Операционная коробка | набор | 1 |
| 23. | Блок охлаждения электрического шкафа | набор | 1 |
| 24. | Электронный маховик Сименс | Только | 1 |
| 25. | Выключатель шпиндельного ножа с ножным управлением | Только | 1 |
| 26. | Трехцветный свет станка | набор | 1 |
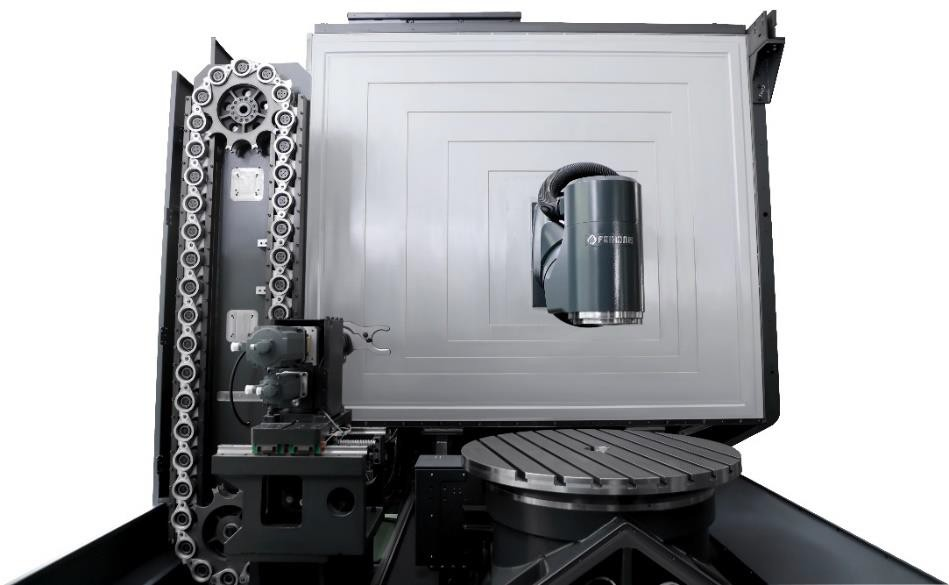
| 27. | 40 инструментальных магазинов HSK-A63 и система автоматической смены инструмента с сервоприводом | набор | 1 |
| 28. | X/Y/Z трехосная решетчатая шкала абсолютного значения | набор | 3 |
| 29. | Спиральный каток для стружки и задний конвейер для стружки Каретка для стружки | набор | 1 |
| 30. | Блок инфракрасных датчиков Renishaw RMP60 | набор | 1 |
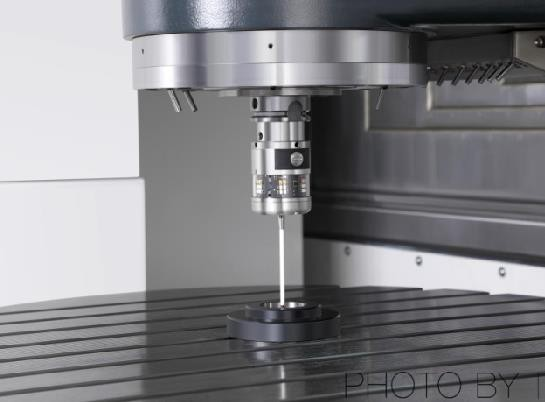
| 31. | Блок наладки инструмента Renishaw TS27R | набор | 1 |
| 32. | Подушки уровня фундамента и фундаментные болты | набор | 1 |
| 33. | техническое руководство | набор | 1 |
Параметр
| Модель | Единица | FH80P-C |
| Путешествовать | ||
| Перемещение по оси X | mm | 800 |
| Перемещение по оси Y | mm | 1050 |
| Перемещение по оси Z | mm | 800 |
| Расстояние от носика шпинделя до поверхности рабочего стола | mm | 162-962 |
| Горизонтальная фрезерная головка | mm | 39-839 |
| Подача/быстрая скорость перемещения | м/мин | 40 |
| Сила подачи | KN | 10 |
| Поворотный стол (ось C) | ||
| Размер рабочего стола | mm | Ø855 |
| Максимальная нагрузка на стол (мельница) | kg | 3000 |
| Макс. нагрузка на стол (поворот) | kg | 1500 |
| Фрезерно-токарный стол (фрезерно-токарная комбинированная обработка) | об/мин | 450 |
| Минимальный угол разделения | ° | 0,001 |
| Номинальный крутящий момент | Nm | 1140 |
| максимальный крутящий момент | Nm | 1980 г. |
| Поворотная фрезерная головка с ЧПУ (ось B) | ||
| Диапазон поворота (0=по вертикали/180=по горизонтали) | ° | -15~180 |
| Ускоренный ход и скорость подачи | об/мин | 50 |
| Минимальный угол разделения | ° | 0,001 |
| Номинальный крутящий момент | Nm | 743 |
| максимальный крутящий момент | Nm | 1320 |
| Шпиндель (фрезерный и токарный) | ||
| Скорость вращения шпинделя | об/мин | 12000 |
| Мощность шпинделя | Kw | 34/42 |
| Крутящий момент шпинделя | Nm | 132/185 |
| конус шпинделя |
| ХСКА63 |
| Магазин инструментов | ||
| Интерфейс инструмента |
| ХСКА63 |
| Емкость магазина инструментов | ПКС | 40 |
| Максимальный диаметр/длина/вес инструмента |
| Ø85/300/8 |
| Время смены инструмента (инструмент на инструмент) | S | 1,8 |
| Измерительное устройство | ||
| Инфракрасный зонд |
| Ренсишоу RMP60 |
| Инструмент обнаружения инструмента в рабочей зоне обработки |
| Реншишоу TS27R |
| Точность позиционирования (ISO230-2 и VDI3441) | ||
| X/Y/Z точность позиционирования | mm | 0,008 |
| X/Y/Z Точность повторного позиционирования | mm | 0,005 |
| Точность позиционирования B/C |
| 10 дюймов |
| B/C повторите точность позиционирования |
| 4" |
| ЧПУ контроллер | ||
| система ЧПУ |
| Сименс840D |
| Другой | ||
| Вес машины | Kg | 20000 |
3.1 Технические характеристики основной машины |Оптимальная конфигурация жесткой конструкции
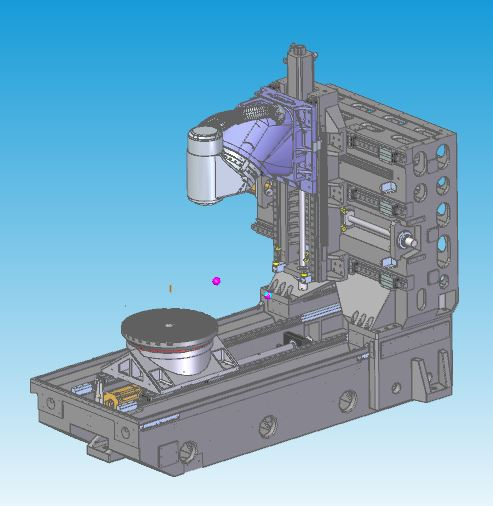
Особенности дизайна |Лучший проект анализа механического литья проволоки
◆Полностью термосимметричная литая конструкция коробчатого типа с использованием высококачественного чугуна марки Meehanna.
◆Закаливание и естественное старение для устранения внутреннего стресса
◆Конструкционная вибрация собственной частоты устраняет стресс при обработке материала
◆Комплексная конструкция стен и колонн большой площади с высокой жесткостью может эффективно повысить жесткость, а также статическую и динамическую точность.
◆ Трехосевой полый охлаждающий винтовой привод
3.2 Электрический шпиндель

Особенности дизайна
◆В соответствии с характеристиками собственных машин, независимыми исследованиями, разработками и производством.
◆ Коническое отверстие HSK-A63 используется в модели FH80P-C.
◆ Принять внешнюю систему охлаждения для циркуляционного охлаждения, которая может эффективно обеспечить применение электрического шпинделя.
3.3 Поворотная фрезерная головка с ЧПУ (ось B)

Особенности дизайна
◆Независимый дизайн и производство.
◆Встроенная цепь передачи двигателя DD без люфта.
◆Высокие разгонные характеристики.
◆ Кратчайший промежуток между вершиной инструмента шпинделя и опорной точкой конструкции обеспечивает максимальную жесткость резания.
◆Увеличенный подшипник YRT повышает жесткость.
◆ Оснащен системой измерения абсолютного поворотного энкодера HEIDENHAIN серии RCN8380, полностью замкнутой системой управления для обеспечения наилучшей точности.
◆Конструкция системы охлаждения по оси B снижает теплопередачу.
3.4 Поворотный стол (стол с осью C)

Особенности дизайна
◆Независимый дизайн и производство.
◆Встроенная цепь передачи двигателя DD без люфта.
◆Высокие характеристики ускорения и замедления.
◆Увеличенный подшипник YRT увеличивает жесткость.
◆Большой номинальный крутящий момент, позиционирование и обработка со столом для позиционирования и зажимным устройством.
◆Удовлетворение потребностей фрезерования, сокращение операций с заготовками и повышение точности продукции.
◆Оборудован высокоточной системой измерения поворотного энкодера HEIDENHAIN, полностью замкнутым контуром управления для обеспечения наилучшей точности.
◆Конструкция системы охлаждения для снижения теплопередачи.
3.5 Система управления

Особенности дизайна
◆Независимый дизайн и производство.
◆Встроенная цепь передачи двигателя DD без люфта.
◆Высокие характеристики ускорения и замедления.
◆Увеличенный подшипник YRT увеличивает жесткость.
◆Большой номинальный крутящий момент, позиционирование и обработка со столом для позиционирования и зажимным устройством.
◆Удовлетворение потребностей фрезерования, сокращение операций с заготовками и повышение точности продукции.
◆Оборудован высокоточной системой измерения поворотного энкодера HEIDENHAIN, полностью замкнутым контуром управления для обеспечения наилучшей точности.
◆Конструкция системы охлаждения для снижения теплопередачи.
3.5 Система управления
Особенности дизайна
◆ Независимый дизайн и производство.
◆При выборе инструмента и смене инструмента используется серводвигатель для управления работой терминала, что делает его более стабильным и точным.
◆В сочетании с функцией управления инструментом Siemens840DSL, более эффективное управление инструментом.
3.7 Наладчик подъемного инструмента
Особенности дизайна
◆Оборудован наладчиком инструмента Ransishaw TS27R с более высокой точностью.
◆Автоматическая настройка инструмента на станке, автоматическое обновление компенсации инструмента.
◆Установочное устройство инструмента можно поднимать и опускать для экономии места на обрабатываемой поверхности.
◆ Полностью герметичная конструкция из листового металла для защиты наладчика инструмента от повреждений водой и железными опилками во время обработки.
3.8 Инфракрасный датчик
Особенности дизайна
◆Оборудован триггерным оптическим зондом Ransishaw RMP60.
◆Выравнивание и проверка размера заготовки на станке могут уменьшить количество ошибок при ручном контроле и повысить точность продукта и эффективность обработки.
◆90% экономия времени бортовой помощи.
3.9 Защитный листовой металл
3.10 Внешний вид
Конструкция крышки пятиосевого обрабатывающего центра серии FH соответствует строгим стандартам безопасности CE.Полностью плотный листовой металл предотвращает ошибочный вход оператора в рабочую зону во время обработки и в то же время предотвращает использование смазочно-охлаждающей жидкости или стружки под высоким давлением из станка, за исключением предупреждающей таблички., Рабочая дверца также оснащена защитным выключателем для предотвращения несчастных случаев во время эксплуатации или технического обслуживания.И имеет большое смотровое окно, что удобно для оператора, чтобы понять работу и обработку машины.
3.11 Очистка
Используйте телескопическую крышку и защитный лист металла для защиты от стружки, образующейся во время работы, во избежание брызг при резке и повреждения других механизмов.





