
BOSM-5020-5Z Расточно-фрезерный станок с оппозитной головкой
1.Использование оборудования:
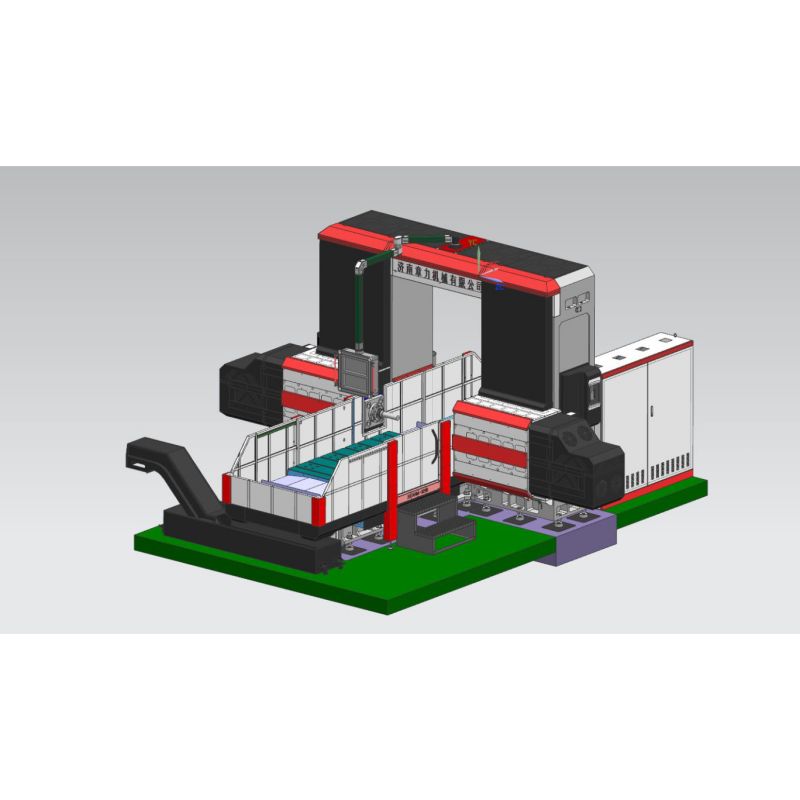
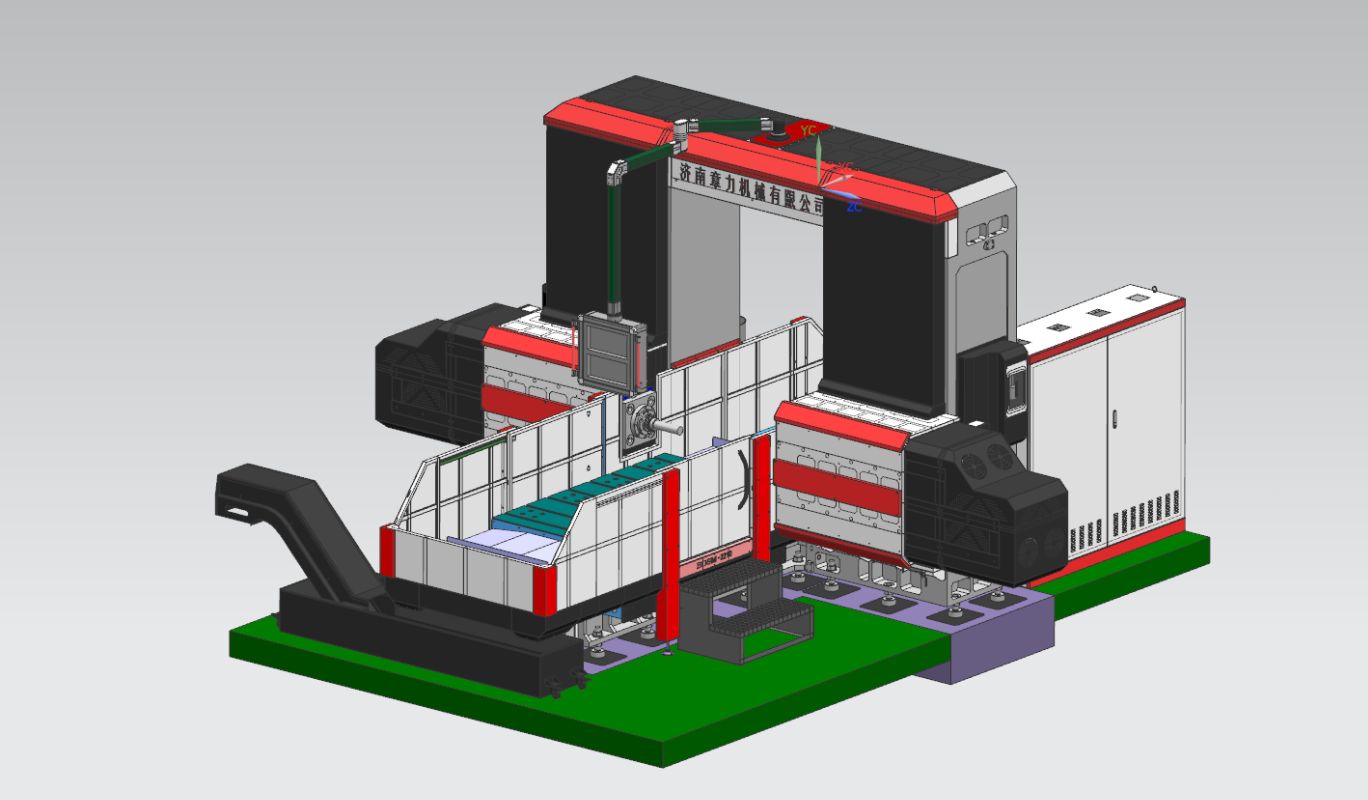
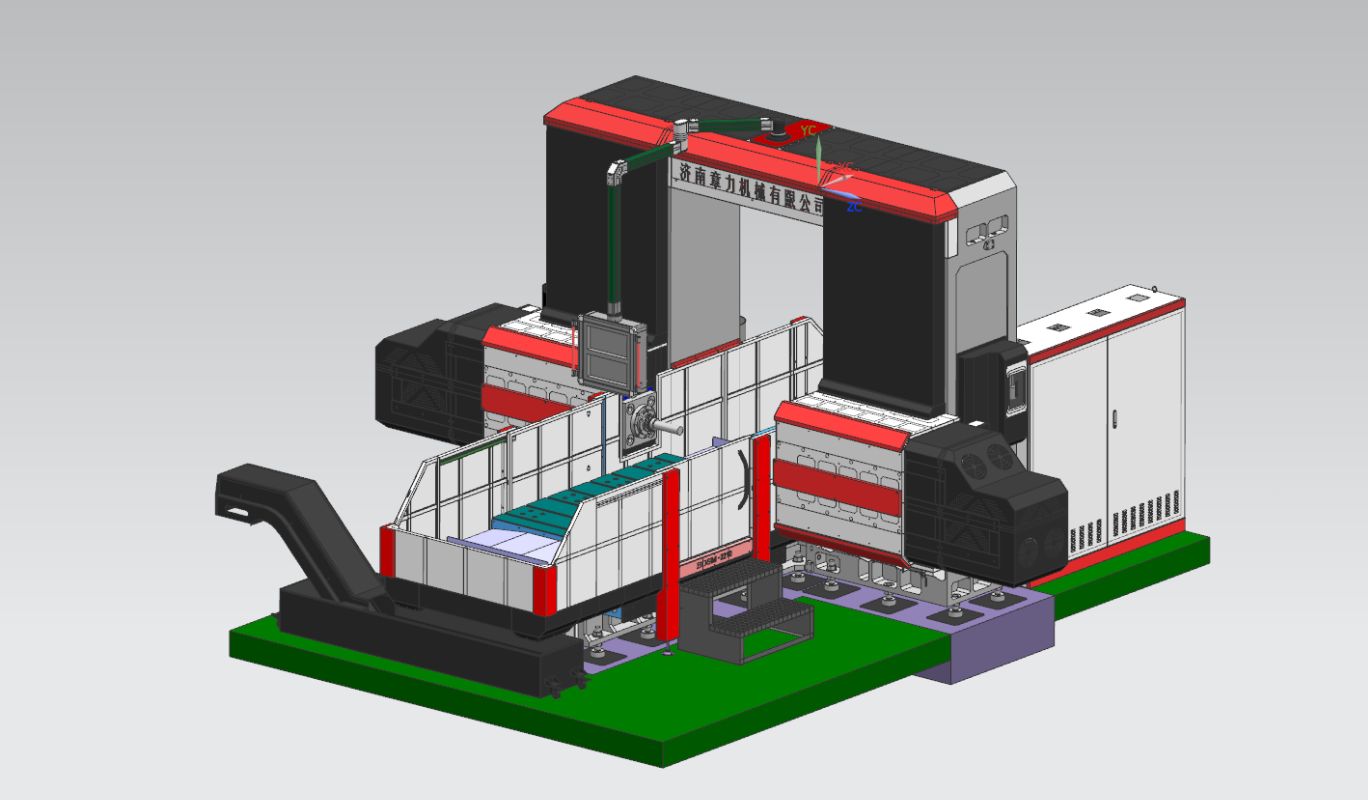
Верстак с ЧПУ BOSM-5020-5Z передвижной двухстоечный прямоточный расточно-фрезерный станок представляет собой специальную машину для симметричных заготовок инженерных машин.Станок оснащен специальным подвижным рабочим столом и двумя наборами горизонтальных цилиндров, которые могут выполнять сверление, фрезерование, растачивание и другую обработку заготовки в пределах эффективного диапазона хода, заготовка может быть обработана на месте одновременно (нет необходимости в вторичный зажим), высокая скорость загрузки и разгрузки, высокая скорость позиционирования, высокая точность обработки и высокая эффективность обработки.
2.Структура оборудования:
2.1. Основные компоненты машины
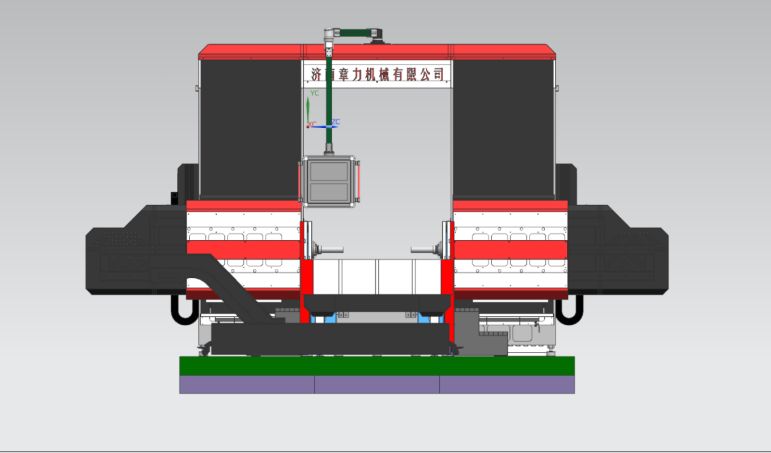
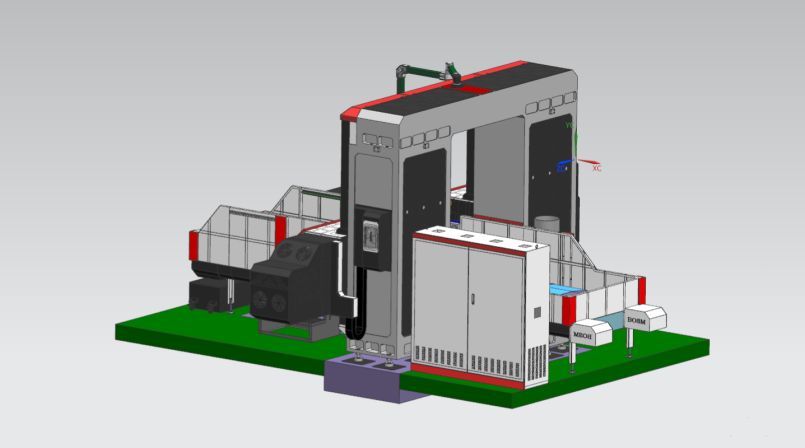
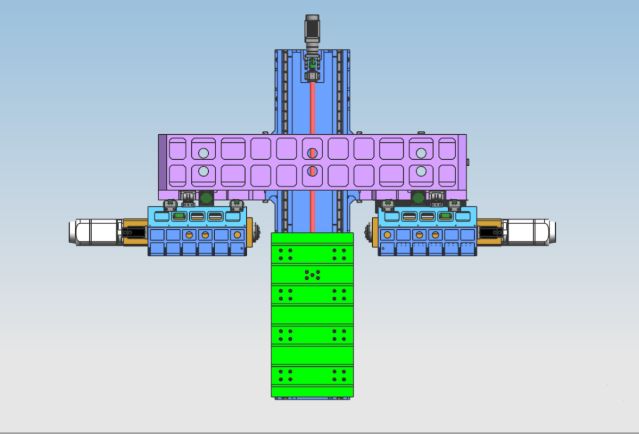
Станина, верстак, левая и правая колонны, балки, портальные соединительные балки, седла, домкраты и т. д. изготовлены из смоляного литья в песчаную форму, высококачественного литья из серого чугуна 250, отожжены в яме с горячим песком → вибрационное старение → отжиг в печи → вибрационное старение → грубая обработка → вибрационное старение → отжиг в печи → вибрационное старение → отделка, полностью устранить негативное напряжение деталей и сохранить стабильность характеристик деталей.Неподвижная станина, левая и правая колонны, портал и верстак перемещаются;Станок имеет фрезерные, расточные, отрезные, сверлильные, зенкерные, нарезные и другие функции, способ охлаждения инструмента - внешнее охлаждение, Станок содержит 5 осей подачи, которые могут реализовать 4-х осевой рычажный механизм, 5-ти осевой одинарного действия, 2 силовые головки , Осевая машина и Силовая головка показаны на рисунке ниже.
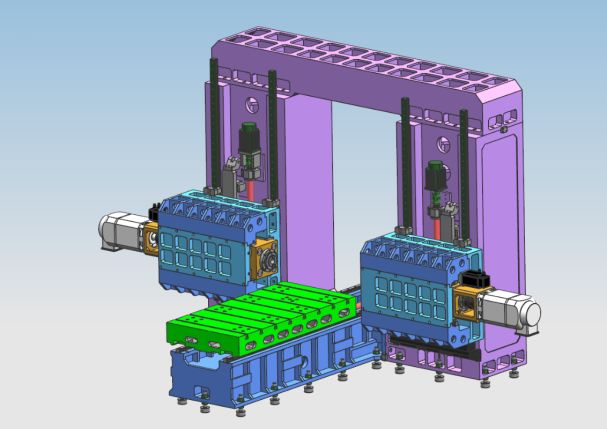
2.2. Основная конструкция кормовой части осевой передачи
2.2.1.Ось X: Рабочий стол совершает возвратно-поступательное движение вдоль направляющей неподвижной станины.
Трансмиссия по оси X: серводвигатель переменного тока и высокоточный планетарный редуктор используются для привода рабочего стола через шарико-винтовую передачу для реализации линейного движения по оси X.
Форма направляющей: уложите две высокопрочные прецизионные линейные направляющие.
2.2.2.Ось Y1: силовая головка и поршень установлены вертикально на передней стороне колонны и совершают возвратно-поступательные движения влево и вправо вдоль направляющей колонны.
Передача по оси Y1: серводвигатель переменного тока используется для привода шарико-винтовой передачи для привода седла в движение и реализации линейного движения по оси Y1.
Форма направляющих: 4 шт. линейных направляющих типа 45.
2.2.3.Ось Y2: Второй поршень силовой головки установлен вертикально на передней стороне колонны и совершает возвратно-поступательные движения влево и вправо вдоль направляющей колонны.
Передача по оси Y2: серводвигатель переменного тока используется для привода шарикового винта для управления движением седла для реализации линейного движения по оси Y1.
Форма направляющей: 4 шт. линейных направляющих типа 45


2.2.4.Ось Z1: Скользящая опора силовой головки установлена вертикально на передней стороне правой стойки и совершает возвратно-поступательные движения вверх и вниз вдоль направляющей стойки.
Трансмиссия по оси Z1: серводвигатель переменного тока и высокоточный планетарный редуктор используются для привода ползуна для перемещения через шарико-винтовую передачу для реализации линейного движения по оси Z1.
Форма направляющего рельса: 2 линейных направляющих типа 65
2.2.5.Ось Z2: Седло салазок силовой головки установлено вертикально на передней стороне правой стойки и совершает возвратно-поступательные движения вверх и вниз вдоль направляющей стойки.
Трансмиссия по оси Z1: серводвигатель переменного тока и высокоточный планетарный редуктор используются для привода ползуна для перемещения через шарико-винтовую передачу для реализации линейного движения по оси Z2.
Форма направляющего рельса: 2 линейных направляющих типа 65

Высококачественная литейная колонна HT250 2 шт. сверхпрочных линейных направляющих типа 65
Сверлильная и фрезерная силовая головка (включая силовую головку 1 и 2) представляет собой составной квадратный цилиндр, а направление движения определяется 4 линейными направляющими роликами.В приводе используется серводвигатель переменного тока для привода прецизионной шарико-винтовой пары.Машина оснащена азотным балансиром., Уменьшите несущую способность головки машины на винте и серводвигателе.Двигатель оси Z имеет функцию автоматического торможения.В случае сбоя питания автоматический тормоз крепко удерживает вал двигателя, чтобы он не мог вращаться.При работе, когда сверло не касается заготовки, оно будет быстро подаваться;когда сверло касается заготовки, оно автоматически переключается на рабочую подачу.Когда сверло проникнет в заготовку, оно автоматически переключится на быструю перемотку;когда конец сверла покидает заготовку и достигает заданного положения, оно перемещается к следующему положению отверстия для реализации автоматической циркуляции.И он может выполнять функции сверления глухих отверстий, фрезерования, снятия фаски, стружкодробления, автоматического удаления стружки и т. д., что повышает производительность труда.


В 500-миллиметровой силовой головке составного квадратного плунжера используются линейные направляющие вместо традиционных вставок, что значительно повышает точность направления при сохранении жесткости квадратного плунжера.
2.3. Удаление стружки и охлаждение
С обеих сторон под рабочим столом установлены спиральные и плоские цепные конвейеры для стружки, и стружка может автоматически транспортироваться к конвейеру для стружки в конце через два этапа спиральных и цепных пластин для реализации цивилизованного производства.В баке охлаждающей жидкости конвейера для стружки имеется охлаждающий насос, который можно использовать для внешнего охлаждения инструмента, чтобы обеспечить производительность и срок службы инструмента, а охлаждающую жидкость можно использовать повторно.

3.Полностью цифровая система числового управления:
3.1.С функцией ломки стружки время ломки стружки и цикл ломки стружки можно установить на человеко-машинном интерфейсе.
3.2.Оснащенный функцией подъема инструмента, расстояние подъема инструмента можно установить на человеко-машинном интерфейсе.Когда расстояние достигнуто, инструмент быстро поднимается, затем стружка отбрасывается, а затем быстро направляется к поверхности сверления и автоматически преобразуется в работу.
3.3.Централизованный блок управления и ручной блок используют систему числового управления и оснащены интерфейсом USB и ЖК-дисплеем на жидких кристаллах.Для облегчения программирования, хранения, отображения и связи операционный интерфейс имеет такие функции, как диалог «человек-машина», компенсация ошибок и автоматическая сигнализация.
3.4.Оборудование имеет функцию предварительного просмотра и повторной проверки положения отверстия перед обработкой, и операция очень удобна.
4.Автоматическая смазка
Прецизионные пары линейных направляющих, прецизионные шарико-винтовые пары и другие высокоточные пары перемещения оснащены автоматическими системами смазки.Автоматический смазочный насос выдает масло под давлением, а масляная камера количественного лубрикатора поступает в масло.После того, как масляная камера заполнена маслом, когда давление в системе повышается до 1,4-1,75 МПа, реле давления в системе закрывается, насос останавливается, и одновременно разгружается разгрузочный клапан.Когда давление масла на дороге падает ниже 0,2 МПа, количественный лубрикатор начинает заполнять точку смазки и завершает одну заправку маслом.Благодаря точной подаче масла количественной масляной форсункой и обнаружению давления в системе подача масла надежна, обеспечивая наличие масляной пленки на поверхности каждой кинематической пары, уменьшая трение и износ, а также предотвращая повреждение внутренняя структура, вызванная перегревом., чтобы обеспечить точность и срок службы машины.По сравнению с парой скользящих направляющих, роликовая пара линейных направляющих, используемая в этой машине, имеет ряд преимуществ:
① Чувствительность к движению высока, коэффициент трения роликовой направляющей мал, всего 0,0025~0,01, а мощность привода значительно снижена, что эквивалентно лишь 1/10 обычного оборудования.
② Разница между динамическим и статическим трением очень мала, а отслеживание превосходно, то есть временной интервал между управляющим сигналом и механическим действием чрезвычайно короткий, что способствует повышению скорости отклика и чувствительности. система числового управления.
③Он подходит для высокоскоростного линейного движения, а его мгновенная скорость примерно в 10 раз выше, чем у скользящих направляющих.
④ Он может реализовать движение без зазоров и улучшить жесткость движения механической системы.
⑤Производится профессиональными производителями, отличается высокой точностью, универсальностью и простотой обслуживания.
5.Трехосевой лазерный контроль:
Каждый станок Bosman откалиброван лазерным интерферометром компании RENISHAW в Соединенном Королевстве для точной проверки и компенсации погрешности шага, люфта, точности позиционирования, точности повторного позиционирования и т. д., чтобы обеспечить динамическую, статическую стабильность и точность обработки. машина .Проверка Ballbar Каждый станок использует ballbar от британской компании RENISHAW для калибровки истинной точности окружности и геометрической точности станка, а также одновременного проведения экспериментов по круговой резке для обеспечения точности трехмерной обработки и круговой точности станка.


6.Среда использования машины:
6.1.Требования к среде использования оборудования
Поддержание постоянного уровня температуры окружающей среды является важным фактором для точной обработки.
(1) Возможные требования к температуре окружающей среды: от -10°C до 35°C, при температуре окружающей среды 20°C влажность должна составлять от 40% до 75%.
(2) Чтобы поддерживать статическую точность Машины в указанном диапазоне, оптимальная температура окружающей среды должна составлять от 15°C до 25°C, а разница температур не должна превышать ±2°C/24 часа.
6.2.Напряжение питания: 3 фазы, 380В, в диапазоне колебаний напряжения ±10%, частота питания: 50Гц.
6.3.Если напряжение в зоне использования нестабильно, Машину следует оборудовать стабилизированным источником питания, чтобы обеспечить нормальную работу Машины.
6.4.Машина должна иметь надежное заземление: заземляющий провод — медный провод, сечение провода не менее 10 мм², сопротивление заземления не менее 4 Ом.
6.5.Чтобы обеспечить нормальную работу оборудования, если сжатый воздух источника воздуха не может удовлетворить требования источника воздуха, перед забором воздуха следует добавить комплект устройств очистки источника воздуха (осушение, обезжиривание, фильтрация). машины.
6.6.Держите оборудование вдали от прямых солнечных лучей, вибрации и источников тепла, высокочастотных генераторов, электросварочных аппаратов и т. д., чтобы избежать сбоев в производстве машины или потери точности машины.
7.Технические параметры:
| Модель | 5020-5Z | |
| Максимальный размер обрабатываемой детали | Длина × ширина × высота (мм) | 5000×2000×2500 |
| Максимальная подача портала | Ширина (мм) | 2300 |
| размер рабочего стола | Длина х ширина (мм) | 5000*2000 |
| Путешествие по столу | Верстак перемещается вперед и назад (мм) | 5000 |
| Двойной подъем поршня вверх и вниз | Ход поршня вверх и вниз (мм) | 2500 |
| Горизонтальная буровая головка плунжерного типа, силовая головка один два | Количество (2) | 2 |
| Горизонтальная буровая головка плунжерного типа, силовая головка один два | Конус шпинделя | BT50 |
| Скорость шпинделя (об/мин) | 30~5000 | |
| Мощность серводвигателя шпинделя (кВт) | 37*2 | |
| Расстояние между центрами носовых концов двух шпинделей (мм) | 1500-2500мм | |
| Левый и правый ход одного штока (мм) | 500 | |
| Левый и правый ход двойного поршня (мм) | 1000 | |
| Точность двунаправленного позиционирования | 300мм*300мм | ±0,025 |
| Двунаправленная точность повторного позиционирования | 300мм*300мм | ±0,02 |
| Полная масса (т) | (около) 55 | Полная масса (т) |

Отправьте нам свое сообщение:
Категории товаров
-

BOSM-6025 Расточно-фрезерный станок с оппозитной головкой
-

Профильный обрабатывающий центр с ЧПУ
-

Трубосверлильный станок с ЧПУ
-

BOSM-6010 Расточно-фрезерный станок с оппозитной головкой
-

BOSM -4Z2000 Высокоскоростное сверление и фрезерование с ЧПУ...
-

БОСМ-12010 Расточно-фрезерный станок с оппозитной головкой





