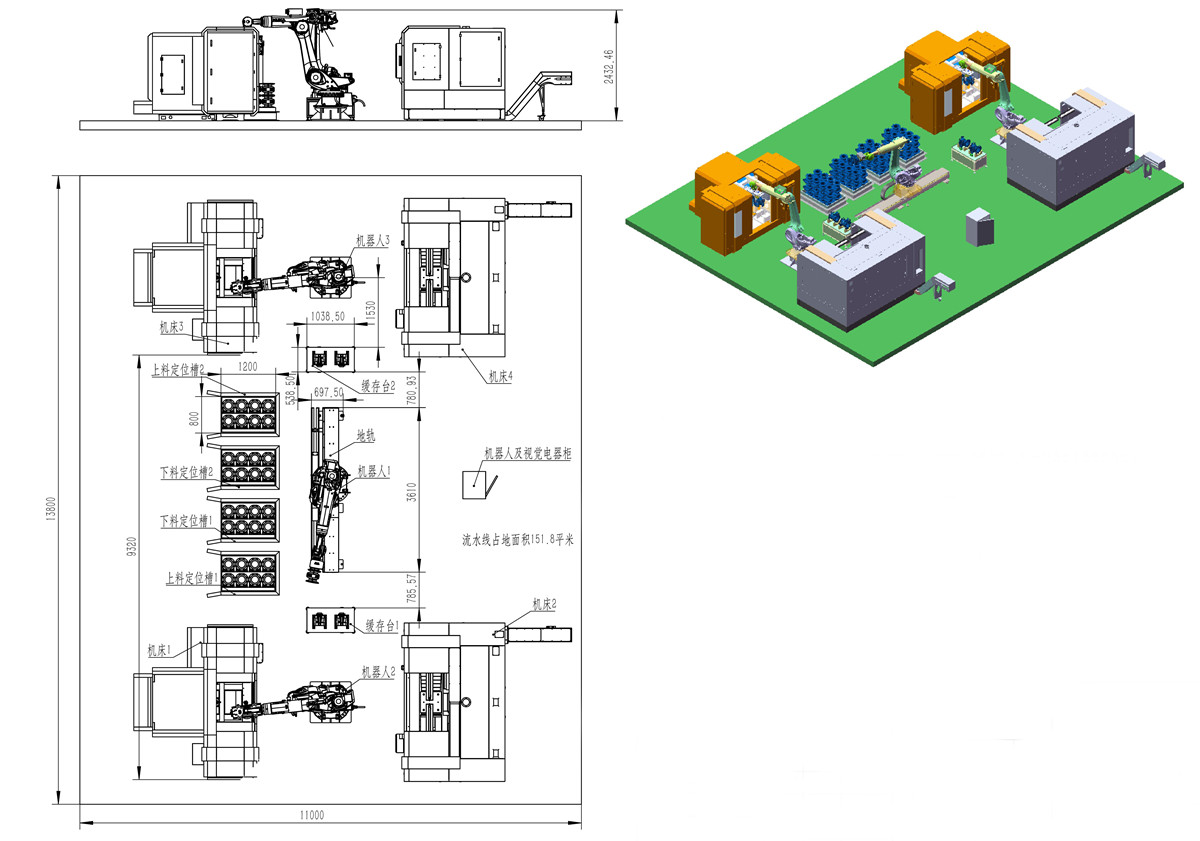
Линия по производству мягких задвижек
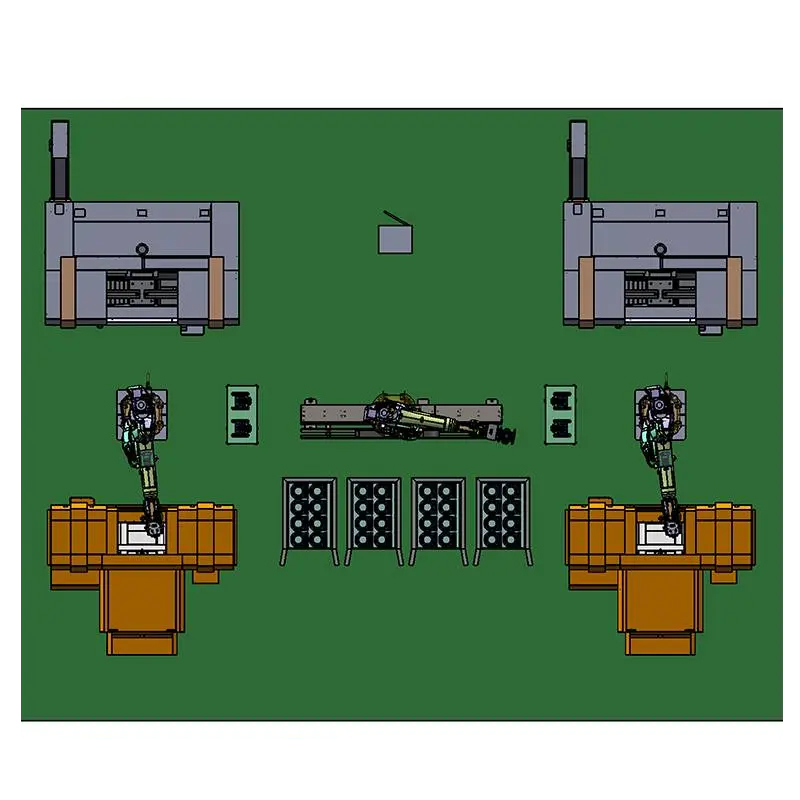
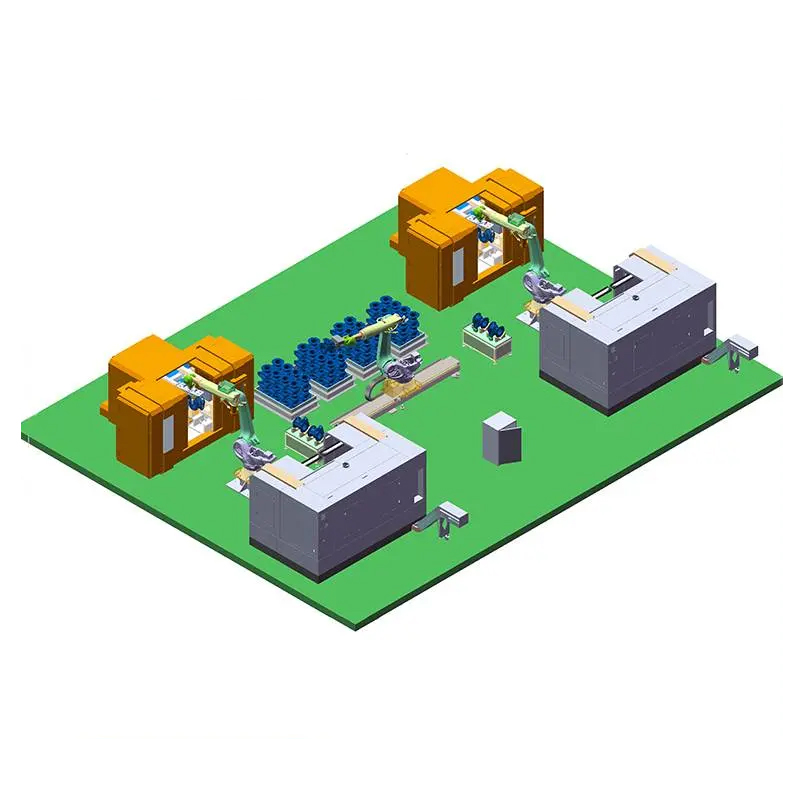
1. Оператор помещает поддон, полный заготовок корпуса клапана, в слот для позиционирования загрузки 1 и слот для позиционирования загрузки 2 для позиционирования, а также помещает пустой лоток в слот для позиционирования загрузки 1 и слот для позиционирования разгрузки 2 для позиционирования.
2. Камера робота 1 сканирует заготовку на поддоне в слоте позиционирования подачи 1, чтобы точно позиционировать заготовку, а заготовка 1 зажимается и помещается в приспособление для позиционирования на буферном столе 1.
При этом он захватывает обрабатываемую заготовку 3 (робот 2 только что захватил ее со станка 2), перемещается к разгрузочному позиционирующему пазу 1 и аккуратно укладывает ее в поддон по мере необходимости.
Камера робота 1 сканирует заготовку на поддоне в слоте позиционирования подачи 2, чтобы точно позиционировать заготовку, а заготовка 4 зажимается и помещается в приспособление позиционирования на буферном столе 2.
При этом он захватывает обрабатываемую заготовку 6 (робот 3 только что захватил ее со станка 4), перемещается к разгрузочному позиционирующему пазу 2 и аккуратно укладывает ее в поддон по мере необходимости.
3.Робот 2 зажимает заготовку 1 с буферного стола 1 и подбегает к станку 1, захватывает готовую заготовку 2 и зажимает заготовку 1, подбегает к станку 2, захватывает готовую заготовку 3 и зажимает заготовку 2. , и переходит к буферному столу 1. Поместите заготовку 3. Робот 2 завершает цикл.
4.Робот 3 захватывает заготовку 4 с буферного стола 2 и подбегает к станку 3, захватывает готовую заготовку 5 и зажимает заготовку 4, подбегает к станку 4, захватывает готовую заготовку 6 и зажимает заготовку 5 , и переходит к буферному столу 2. Поместите заготовку 6. Робот 3 завершает цикл.